Станок плазменного раскроя STALEX HPR c ЧПУ.
Станок плазменной резки с ЧПУ STALEX HPR позволяет достичь уникальных показателей стоимость/производительность для своего класса.
В качестве источника используется система плазменной резки HyPerfomance HPR XD от мирового лидера компании HYPERTHERM, что обеспечивает максимальную производительность операций резки на координатном столе, резки со скосом и роботизированной резки. Эта универсальная система позволяет в комплексе получить высокие скорости резки, короткие производственные циклы, быструю смену режимов, высокую надежность, а также позволяет выполнить резку низкоуглеродистой стали с непревзойденными характеристиками HyPerfomance.
Назначение: раскрой листового металла, заготовительная резка, для дальнейшего сборочного сварного соединения (узла), а также получения заготовки для последующей механической обработки с минимальными припусками. Кроме того, данная система позволяет выполнить резку алюминия и обеспечивает непревзойденное качество резки нержавеющей стали.
Базовый состав комплекса:
- Координатная машина
- Система управления с программным обеспечением
- Аппарат плазменной резки с плазмотроном
Технические характеристики
Станки плазменной резки STALEX
Станок предназначен для автоматического плазменного раскроя металлических листов.
Комплектация:
- Источник плазменный HYPERTHERM HPR260HD
- Система управления ЧПУ
- Дистанционный ручной пульт управления
Стандартные функции станка:
- Специально разработанная рама станка (производство Россия) обеспечивает высокую прочность и жесткость конструкции машины.
- Дружественный и понятный интерфейс
- Высокоскоростной 3-осевой контроллер перемещения.
- Высокоточные сдвоенные приводы по оси X
- Оперативная память 8 Мегабайт с возможностью передачи файла неограниченного размера
- Стандартный интерфейс Ethernet или RS232
- Компьютер в опциональной комплектации 2,2Ггц 1Гб RAM 250Гб 19” LCD
Технические характеристики серии
Рама станка
В несущих конструкциях машины используются проверенные временем материалы, а также высокоточные направляющие, шариковинтовые пары, зубчатые рейки и колеса, которые поставляются ведущими зарубежными фирмами. Все это обеспечивает необходимую точность, легкость и жесткость конструкции рамы, а также стабильность работы на протяжении многих лет эксплуатации.

Портальные направляющие
Портальные направляющие устанавливаются вдоль столешницы. Длина направляющих определяет максимальную длину разрезаемого листа (координата Х) и может быть исполнена для резки листа длиной в пределах от 2 до 24 метров. На практике, при высокой загрузке машины, рекомендуется выбирать общую длину Х координаты в два раза больше, чем длина разрезаемого листа. При этом, пока на одной половине машины производится раскрой, на другой половине можно снимать заготовки и устанавливать новый лист.
Таблица габаритных размеров
| Модель | Длина, мм | Ширина, мм | Высота, мм | Зона обработки | Вес, кг |
| 103 | 3962 | 2057 | 1473 | 1524 x 3048 | 1500 |
| 203 | 3360 | 2750 | 1473 | 2050 х 3100 | 1900 |
| 206 | 6360 | 2780 | 1473 | 2050 х 6100 | 2900 |
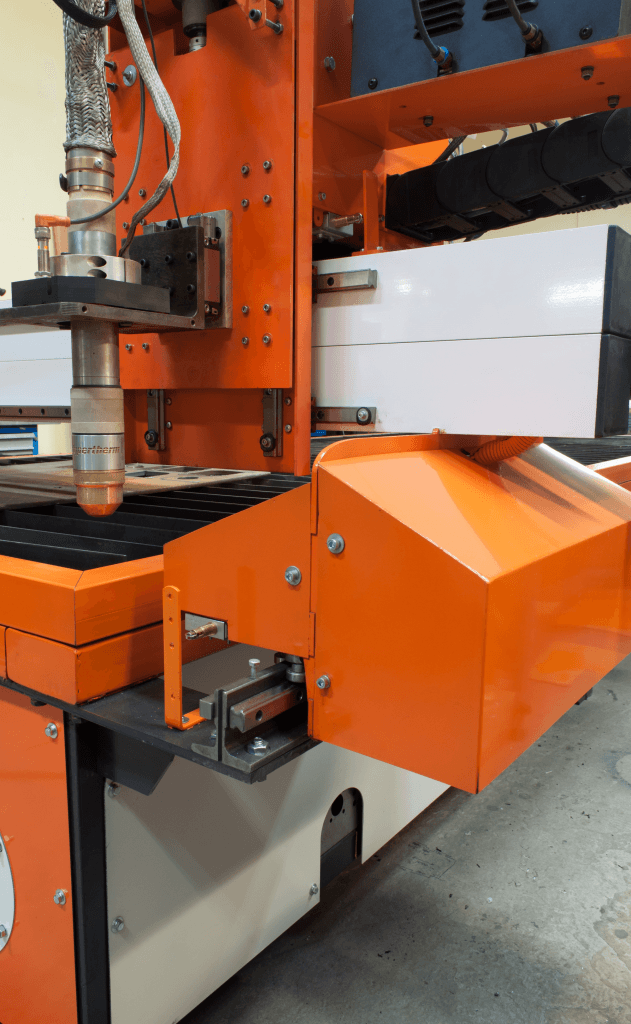
Портал
Портал передвигается вдоль столешницы по портальным направляющим. Длина портала определяет максимальную ширину разрезаемого листа (Y координата) и в зависимости от типа машины может быть исполнена для резки листа шириной в пределах от 1,5 до 6 метров.
Двухдвигательный портал приводится в движение двумя согласованными двигателями Х координаты и обеспечивает большую точность позиционирования 0,10 мм/м.
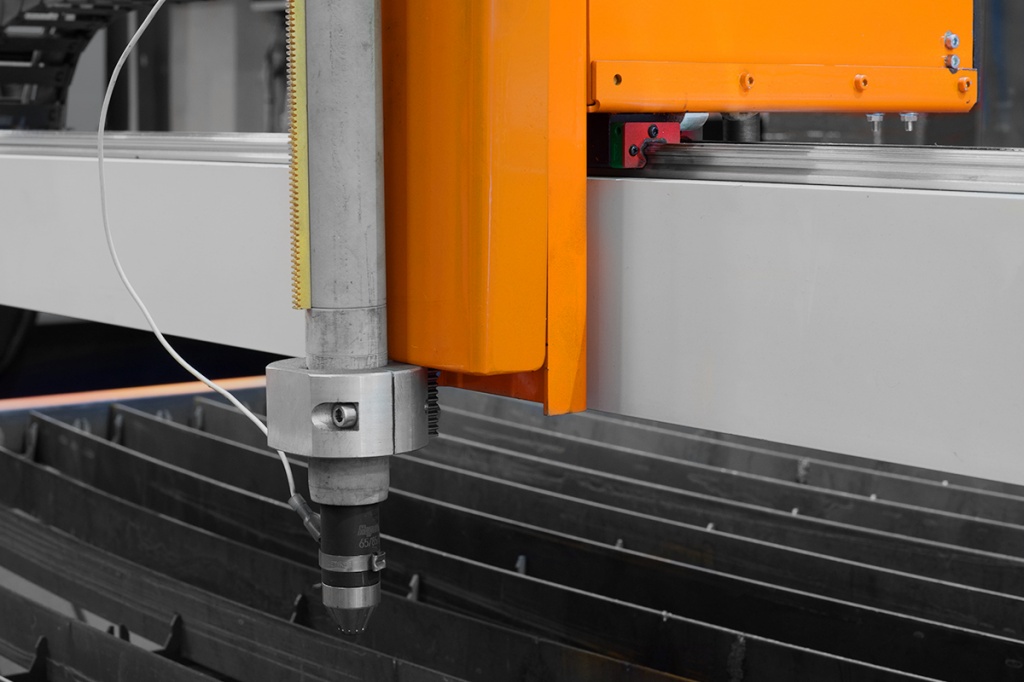
Каретка
Каретка перемещается вдоль портала. На каретке установлен держатель плазмотрона (газового резака) и двигатель для его вертикального перемещения (Z координата).
Перемещение каретки вдоль портала осуществляется посредством отдельного двигателя Y координаты (ведущая каретка Y1).
Для машин плазменной резки – одна ведущая каретка.
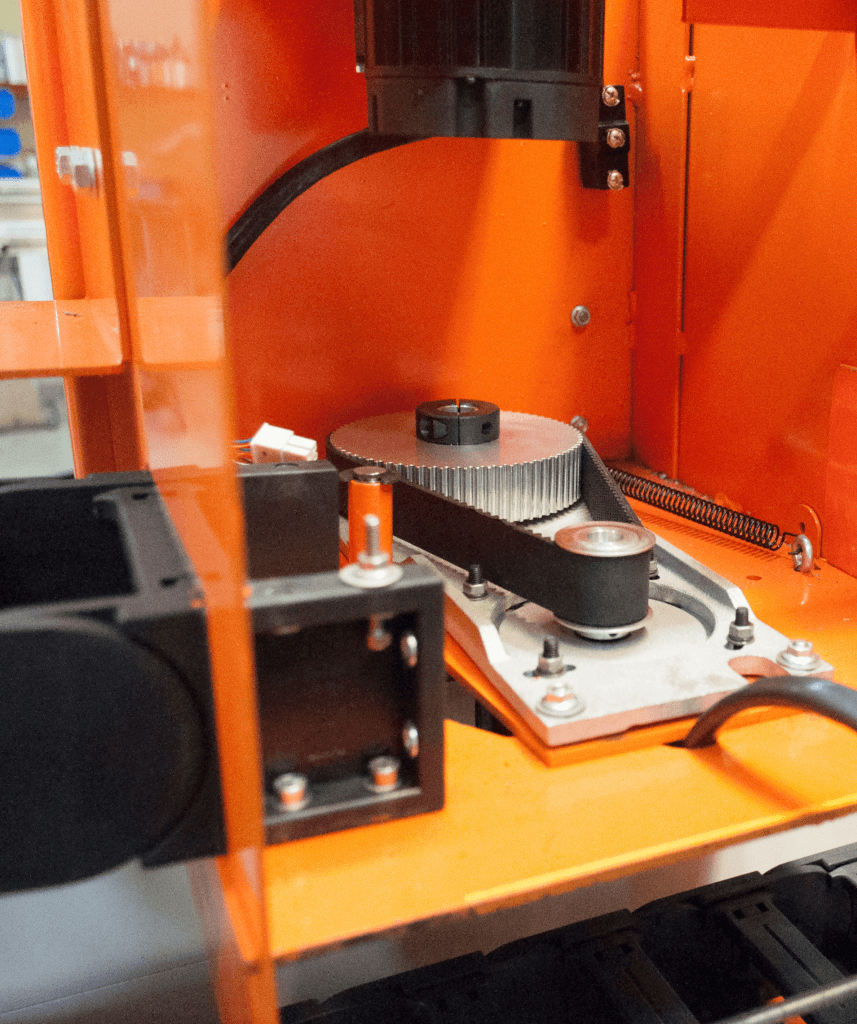
Двигатели приводов по осям (варианты комплектации)
Бесщеточные сервомоторы переменного тока и приводы Sigma II от компании Yaskawa.
Сервосистема Sigma II обеспечивает управление с высочайшим разрешением даже на высоких скоростях, что гарантирует непревзойденную точность выполнения всех операций.
- Всемирно известные высоким качеством и надежностью комплектующие от компании Yaskawa, среднее время наработки на отказ - более 400000 часов
- Цифровые контуры управления
- Полоса пропускания контура 400 Гц
Станок имеет многочисленные функции обеспечения безопасности и защиты, в том числе:
- автоматическое определение ошибок подключения электродвигателя и энкодера,
- защита от перегрузки двигателя,
- защита от превышения скорости,
- предотвращение перебега
- и многие другие.

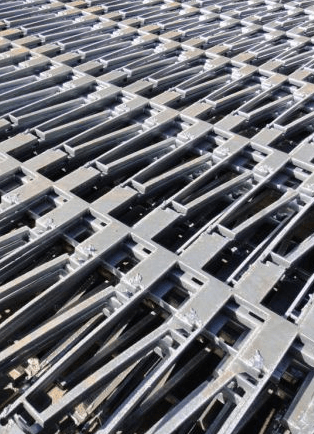
Столешница служит для укладки разрезаемого листа
Поверхность столешницы набрана из металлических полос, которые могут быть легко заменены по мере их прожигания режущей струей.
Стол раскроечный для плазменной / газовой резки металла с воздушно-секционной системой удаления продуктов сгорания предназначен для укладки и последующего раскроя методом термической резки с помощью внешних автоматизированных систем металлических листов толщиной до 150 мм.
Стол раскроечный секционный позволяет осуществлять вытяжку задымленного воздуха посредством внешней вытяжной/фильтрационной системы из секции ограниченного объема в зависимости от реального положения автоматизированной системы резки.
Линейные подшипники
Профильные рельсы для линейных шариковых подшипников компании Star 25 мм обеспечивают:
- Высокую жесткость и хорошую устойчивость к нагрузкам по всем направлениям;
- Минимизацию уровня шума и максимально высокие характеристики хода ;
- Выдерживают нагрузки с высоким моментом;
- 4 комплекта подшипников на ось;
- Динамическую нагрузку в 30400 Нм на комплект подшипника.
Адаптивное автоматическое управление высотой горелки от компании MultiCam (опция).
Компания MultiCam разработала одну из наиболее совершенных систем автоматического управления высотой горелки, имеющих место на современном рынке.
Поскольку основная проблема заключалась в разработке такой системы управления высотой горелки, которая имела бы очень быстрый отклик при резке тонких металлов и очень плавный при резке толстых, для достижения наилучшего качества резки очень важно было добиться удержания кончика горелки на одинаковом расстоянии над заготовкой.
Если бы контур управления высотой горелки предусматривал очень малое время реакции при резке толстых металлов, то кромка реза была бы не плавной, а недостаточно быстрый отклик при резке тонких металлов не позволил бы регулировать горелку достаточно быстро, что могло привести к недостаточной высоте положения горелки и задеванию за материал.
Системы управления высотой горелки в некоторых станках выполнены независимыми от контроллера перемещения. Поэтому они не могут автоматически адаптировать систему при изменении скорости резки и толщины материала. Единственным сигналом от контроллера перемещения в таких станках является сигнал, отключающий регулятор высоты горелки, если скорость станка падает ниже 100% настроенной скорости резки. Из-за такой ограниченной интеграции регулятор высоты горелки вынужден использовать набор параметров для некой средней толщины материала.
В отличие от таких регуляторов система управления высотой горелки компании MultiCam полностью интегрирована с контроллером перемещения.Чувствительность регулятора высоты горелки автоматически настраивается согласно текущим параметрам резки. Такая система позволяет заказчику получить оптимальные результаты при любой толщине. Она имеет очень быстрый отклик при резке тонких металлов, очень плавный отклик при резке толстых пластин и автоматически настраивает чувствительность при всех промежуточных значениях толщины пластины. Еще одним очень важным достоинством системы является то, что все эти настройки выполняются автоматически без участия оператора.
Система быстрой остановки для защиты от столкновений (опция)
Держатель горелки с системой защиты от столкновений путем быстрой остановки упрощает замену расходных материалов и оберегает оборудование от серьезных повреждений. Так, например, во время процесса резки небольшие фрагменты заготовки могут загнуться вверх. Система быстрой остановки действует следующим образом: если горелка касается какого-либо препятствия, то крепление автоматически освобождает горелку, и она отводится в сторону. Работа станка приостанавливается, оператор может устранить проблему и затем продолжить резку.
Автоматическое задание напряжения(опция)
Стандартно в большинстве обрабатывающих систем оператор должен вручную задавать напряжение для указания высоты горелки. Система MultiCam автоматически определяет и задает величину напряжения в начале каждой программы, позволяя улучшить качество резки, продлить срок службы изнашиваемых узлов и снизить вероятность появления ошибок.
Почему это так важно? На напряжение задания высоты горелки могут влиять многие параметры, кроме того, при резке со скоростью большей или меньшей заданного значения напряжение высоты горелки также будет изменяться. Для оператора практически невозможно точно угадать правильное значение напряжения. Система MultiCam устраняет необходимость в таких догадках, автоматизируя процесс регулировки.
Система улучшенного отслеживания пересечения надреза (опция)
Регулятор MultiCam автоматически проверяет значение напряжения высоты горелки 500 раз в секунду. Затем эти данные обрабатываются по определенным алгоритмам, большинство из которых предназначены для настройки плавности и чувствительности контура управления высотой горелки.
Для этого собранные данные интегрируются по различным интервалам времени. Если напряжение изменяется очень быстро, регулятор запоминает и поддерживает текущее значение высоты горелки. Такие быстрые изменения напряжения обычно возникают при обратном прохождении горелки над надрезом в конце операции резки, когда выходной надрез пересекает входной надрез.
В иных системах, где недостаточно точно отслеживается момент пересечения надреза, горелка может опуститься и даже столкнуться с материалом, что чревато разрушением детали или некачественной резкой.
Система отслеживания пересечения надреза от MultiCam обнаруживает такие резкие изменения напряжения и мгновенно блокирует работу регулятора высоты горелки. После стабилизации напряжения возобновляется работа контура высоты горелки.


EZ управление (опция)
EZ управление от фирмы MultiCam представляет собой продвинутый ЧПУ интерфейс, очень мощный, но, тем не менее, легкий в использовании. Комбинация клиентской ПК, программного обеспечения EZ Productivity Suite, портативного рабочего пульта и промышленного контроллера перемещений, дает пользователю предельную надежность, легкость в использовании, и абсолютную власть над процессом. Разделение устройства управления перемещениями и ПК позволяет наиболее точное и надежное управление перемещениями без перегрузки ПК. Не удивительно, что MultiCam назвала свою кинематическую систему EZ управление!
Основные черты управления перемещениями включают:
- 32-битный CPU
- Интерполирование линейной, круговой, геликоидальной и гладкой кривой
- 64-битные алгоритмы управления перемещениями
- Взгляд на 1000 линий вперед
- Встроенная самопроверка и защита от напряжения
- 12 мБ памяти - возможность перемещения файлов неограниченного размера
- M & G коды по отраслевому стандарту
- Большое количество исходных положений
- Бесконтактный перезапуск
- Коррекция на инструмент
- Ручная коррекция резания и скорости вращения шпинделя
- Стандартное TCP/IP Ethernet подсоединение
- Эксклюзивный портативный пульт оператора от фирмы MultiCam
Технические параметры машин для плазменной резки
Максимальная рабочая длина листа, мм 3100/6100
Максимальная рабочая ширина листа, мм 1550/2050
Максимальная толщина длина листа, мм 150
Высота укладки листа при установке на виброопоры, мм 600
Габаритная длина стола, мм 3360/6720
Габаритная ширина стола, мм 2350/2780
Габаритная высота стола, мм 700
Вес стола, кг 1500/1900/2600
Количество вытяжных секций 4
Давление сжатого воздуха, Атм 6
Возможность регулировки высоты виброопор, мм 6
Все станки STALEX оборудованы системой плазменной резки Hypertherm
В качестве источника используется система плазменной резки HyPerfomance HPR XD от мирового лидера компании HYPERTHERM, что обеспечивает максимальную производительность операций резки на координатном столе, резки со скосом и роботизированной резки. Эта универсальная система позволяет в комплексе получить высокие скорости резки, короткие производственные циклы, быструю смену режимов, высокую надежность, а также позволяевыполнить резку низкоуглеродистой стали с непревзойденными характеристиками HyPerfomance.
Кроме того, данная система позволяет выполнить резку алюминия и обеспечивает непревзойденное качество резки нержавеющей стали.
| | HPR130XD | HPR260XD | HPR400XD |
| Номинальный ток | 130 A | 260 A | 400 A |
Низкоуглеродистая сталь:
Без образования накалины
Промышленный прожиг
Максимальная толщина резки |
16 мм
32 мм
38 мм |
32 мм
38 мм
64 мм |
38 мм
50 мм
80 мм |
Низкоуглеродистая сталь:
Промышленный прожиг
Максимальная толщина резки |
20 мм
25 мм |
32 мм
50 мм |
45 мм
75 мм |
Скорость
(низкоуглеродистая сталь) |
12 мм
2200 мм/мин
|
12 мм
3850 мм/мин |
12 мм
4430 мм/мин |
| Угол среза | 2-4 | 2-4 | 2-4 |
| Газ | 02/воздух,
О2/02 Ar/воздух
H35/N2, N2/N2,
H-35-N2/N2,
F5/N2, Ar/воздух, Ar/N2 |
02/воздух,
О2/02 Ar/воздух
H35/N2, N2/N2,
F5/N2, Ar/воздух, Ar/N2 |
02/воздух,
О2/02 Ar/воздух
H35/N2, N2/N2,
H-35-N2/N2,
F5/N2, Ar/воздух, Ar/N2 |


 Отправка с 27 августа 2026
Отправка с 27 августа 2026
